| 型號: | VAC745 |
|---|---|
| 品牌: | IBL |
| 原產地: | 德國 |
| 類別: | 電子、電力 / 其它電力、電子 |
| 標籤︰ | PCB板焊接 , 汽相回流焊 , 焊接系統 |
| 單價: |
-
|
| 最少訂量: | 1 件 |
| 最後上線︰2024/02/21 |
一、IBL 公司簡介
IBL 公司致力于研發工業、電子PCB板、高密度、高可靠超大規模SMT器件/模塊的焊接技術,提供BLC大批量系列、CX超大批量系列、VAC真空系列單機式/在線式等几十種汽相回流焊機型,滿足用戶不同生產批量及焊接工藝的要求,廣氾應用於各國航空、航天、電子通信等電子領域及汽車、鐵路機車、半導體等高可靠工業領域。

IBL公司在上海杰龍電子工程有限公司設有工藝試驗中心和備品備件庫,為用戶提供快捷地工藝技術交流、工藝試驗、技術培訓、備品備件供應等銷前銷后服務,同時可根據客戶不同產品情況提供一套完整的設備使用工藝,大大縮短用戶工藝試驗時間。
銷售測試地址:上海市閔行區瓶北路1358號久創科技園3號樓一層北門
021-51097866
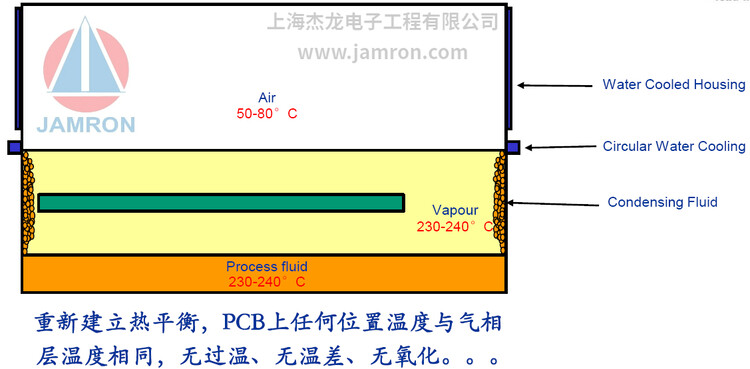
二、汽相加熱工作原理
汽相加熱方式是利用液體沸騰后,在液體表面形成的一層汽相層,汽相層中的氣態工作液(工作液蒸汽)帶有熱量,當物體進入汽相層后,蒸汽中的熱量被交換到溫度相對較低的被加熱對象中,熱量被交換走的部分蒸汽,冷凝成液體,流回主加熱槽,主加熱槽體下的電加熱器會不斷提供汽相液沸騰所需要的熱能。由此周而復始,直至被加熱對象的溫度與汽相液蒸汽的溫度完全一致。因為汽相層中不同位置的溫度是一致的,即汽相液的沸點(氣壓不變的情況下物體的沸點是穩定的),因此不會產生過熱現象。同時巧妙利用汽相蒸汽層在不同高度下的熱交換效率不同原理以及IBL的平穩雙軸垂直傳動系統,可將氣相層細分成20個不同升溫速率的溫區,可以非常 和靈活地控制需要的溫度曲線,有效實現 的溫度曲線控制。
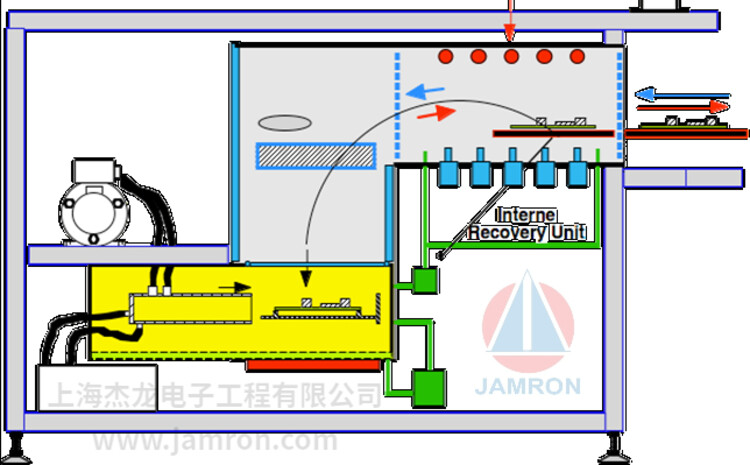
內部結構示意圖
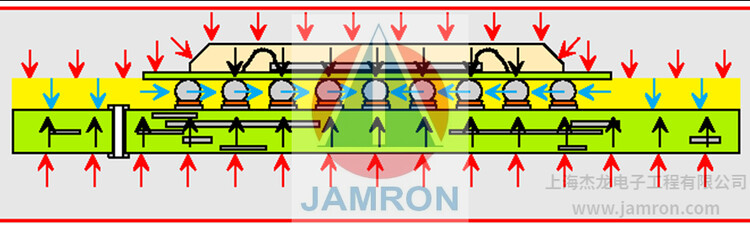
360度汽相熱交換
三、汽相回流焊相對熱風回流焊具有的優勢
熱風式回流焊爐具有內置計算機控制的多溫區回流焊工藝曲線可調、在線式運行、生產等特點,比較適合於商用產品的大批量連續生產。但熱風回流系統具有功耗大、溫差大、過溫衝擊、溫度曲線不易控制、焊點氧化、針對不同產品需進行不同的複雜工藝試驗等缺陷,汽相回流焊具有明顯的優勢:
|
傳統回流焊不足 |
汽相回流焊優勢 |
|
|
溫度穩定性 |
存在過溫的風險,出風口的溫度會超過230°C,使得出風口附近的加熱溫度達到270-290℃,程度的增加了PCB板上元器件熱損傷的概率,加熱溫度超過元器件所能夠承受的高溫度,可能對元器件造成的熱損傷
|
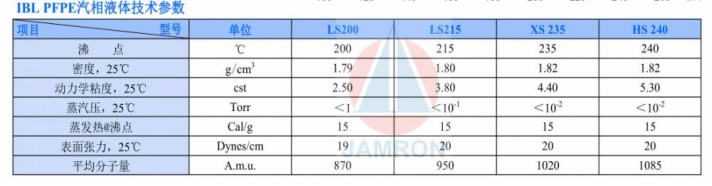
加熱溫度是由汽相液的沸點決定的,氣壓不變的情況下,液體沸點不會發生變化,也就不會出現過溫現象。汽相回流焊採用汽相傳熱原理,溫度穩定可靠,滿足有鉛/無鉛焊要求(汽相液沸點溫度: 200℃、℃215℃、235℃、240℃等),所有元器件和材料的安全 |
|
加熱均勻性 |
受熱不均勻會產生的焊接問題,受到熱量傳導的限制,導致部分區域無法獲得足夠的熱量,造成受熱不均勻,尤其是那些在隱蔽部位的焊點,可能出現焊接“陰影現象”
|
汽相加熱的熱交換是持續而且充分的,不會產生因熱交換不充分而出現的虛焊、冷焊等不良焊接現象 可實現各種複雜的高密度多層PCB板、高可靠焊接,並確保PCB板任何位置的溫度均勻一致性,消除應力影響 |
|
焊點氧化 |
焊點在高溫下長時間暴露在空氣中,與氧氣產生反應,出現氧化現象,只有施加惰性氣體保護才能避免,但需要增加額外的機構和氣源 |
焊接過程在汽相層中完成,汽相層(汽相液蒸汽)可提供惰性氣氛環境,汽相焊接中焊點與空氣是完全隔絕的,消除焊點氧化 |
|
熱交換面積 |
熱交換面積小,尤其是紅外加熱方式的熱交換面僅為PCB板的上下兩側的投影面積 |
由於汽相蒸汽是“無孔不入”,汽相加熱的熱交換面是PCB板上所有開放表面,包括元器件表面的總和,加熱效率會成倍增加 |
|
熱交換效率和熱容量 |
熱風回流焊加熱媒質是空氣,空氣比熱較小,紅外加熱採用的輻射加熱方式,熱交換效率較低 |
汽相層直接採用傳到和對流相結合的方式加熱,熱交換;且汽相層的比熱,適用於大熱容量的物體加熱 |
|
潤濕效果 |
無鉛焊焊料的潤濕效果不佳,通常需要在焊接過程中施以保護性氣體來改善焊點的潤濕效果 |
汽相回流焊工作環境提供惰性氣氛,不需要施加保護性氣體,就可以獲得佳的潤濕效果 |
|
設備佔地面積和多溫區 |
為了避免可能產生的“爆米花”現象,焊接設備需要更多的溫區,才能使溫升保持平緩,因此增加了焊接設備的總長度 |
由於在汽相層上方不同高度,實現“多溫區”效果;汽相回流焊與傳統焊接設備相比,結果緊湊,佔地面積要小得多;可實現低溫焊接,消除“Popcorn cracking爆米花”現象、PCB板分層現象 |
|
能源消耗 |
由於焊接溫區的增加,排氣帶走大量寶貴的熱能,以及保護性氣體的施加,使得能耗已經很高的傳統焊接設備的能量消耗變得更高
|
由於汽相回流焊的加熱溫度較傳統焊接設備要低;也沒有因為排風而損失的大量熱量(汽相回流焊是封閉環境下工作的),所以大大減少了能量消耗 (與傳統熱風對流回流焊接設備相比,可減少65%的電力消耗) |
|
日常維護 |
需要定期由人員進行維護 |
的免維護傳送系統,無需維護 |
|
生產成本 |
增加生產成本 l 電力消耗,熱損耗 l 購買惰性氣體和施加設備 l 散熱量大,增加環境溫度調節成本 l 需要壓縮空氣 l 針對不同的產品,需要調整設備,產品試驗成本高 l 需要配備維護人員 |
減少生產成本 l 僅需要1/3的能源消耗(與傳統回流焊接設備相比) l 無需施加保護性氣體 l 沒有大量的熱量排放,減少工作環境中空調的能源消耗 l 無需壓縮空氣 l 設備適應性強,可快速適應新產品,可在同一參數設置和系統配置下適應多種產品生產需要 l 內置汽相液回收系統,了少的汽相液損耗, 降低了生產成本,汽相液消耗15-20克/小時. l 低廉的維護成本 |
|
元器件返修 |
l 過溫可能對PCB板上的元器件造成的損坏或性能下降 l 更高的焊接溫度要求,可能造成的冷焊、虛焊等不良焊點 l 多次返修的元器件極易發生氧化 l 焊點的潤濕效果不佳 |
l 採用自動提升機構拆焊元器件 l 不會因過溫損害元器件 l 不會發生受熱不均勻拆卸時損失元器件的情況 l 不會發生氧化 l 的潤濕效果 可對QFP320及各種BGA或CGA都能毫無損害的進行解焊,取下來的器件還可再次使用 |
|
開機預熱速度 |
一般需要2小時左右,對於因小批量生產而需要頻繁開機的生產單位來說,會造成的時間浪費 |
僅僅需要30-40分鐘即可(數據根據室溫10-20℃條件下獲得) |
|
污染物排放 |
大量含有助焊劑廢氣污染物灼熱氣體排放,散髮出刺鼻氣味,且廢氣對人體有害 |
全封閉結構,無廢氣污染物排放,助焊劑殘留物固化后貯存在設備內部;無其它污染物排放,無需存儲保護性氣體;採用新型環保型汽相汽相液,不含破坏臭氧層的氟化物,完全符合環保要求 |
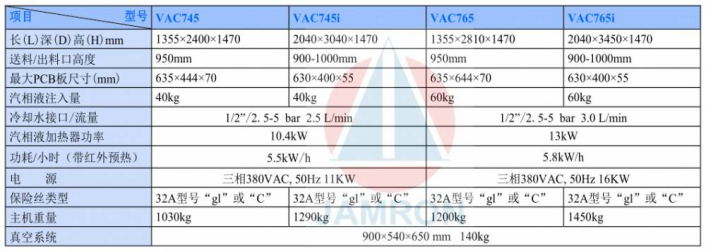
四、技術參數:
|
項目/型號 |
VAC745 |
VAC745i |
VAC765 |
VAC765i |
|
長(L)深(D)高(H)mm |
1355×2400×1470 |
2040×3040×1470 |
1355×2810×1470 |
2040×3450×1470 |
|
送料/出料口高度 |
950mm |
900-1000mm |
950mm |
900-1000mm |
|
大PCB板尺寸(mm) |
635×444×70 |
630×400×55 |
635×644×70 |
630×400×55 |
|
汽相液注入量 |
40kg |
60kg |
||
|
冷卻水接口/流量 |
1/2”/2.5-5 bar 2.5 L/min |
1/2”/2.5-5 bar 3.0 L/mi |
||
|
汽相液加熱器功率 |
10.4kW |
13kW |
||
|
功耗/小時(帶紅外預熱) |
5.5kW/h |
5.8kW/ |
||
|
電 源 |
三相380VAC, 50Hz 11KW |
三相380VAC, 50Hz 16K |
||
|
保險絲類型 |
32A型號“gl”或“C” |
|||
|
主機重量 |
1030kg |
|||